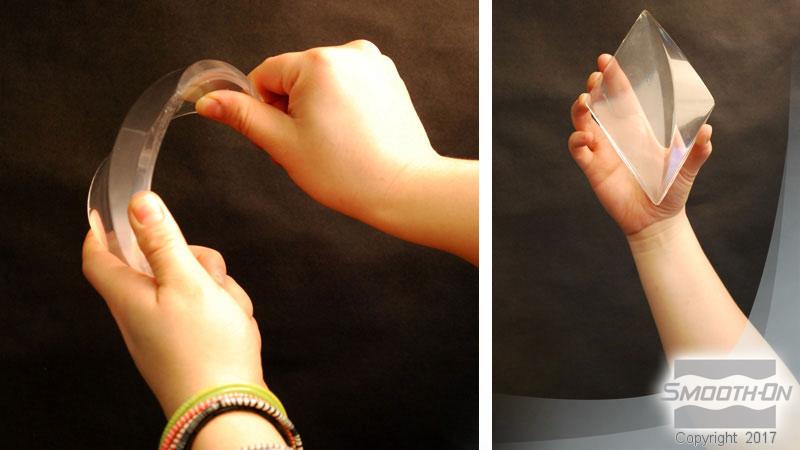
Clear Flex™ 30

小心:不适用于家庭使用。此产品仅供工业使用。佩戴安全眼镜。适当的通风,需要佩戴NIOSH认可的呼吸器和防护服(手套和长袖),将吸入和皮肤过敏的风险降至最低。如果呼吸受到影或出现皮疹,请立即停止使用本产品并寻求医疗救助。使用前请阅读SDS。





说明
Apply Sealing and Release Agents - Clear Flex™ is adhesive and will bond to many surfaces. If pouring Clear Flex™ into a porous mold (such as plaster), seal the surface with SuperSeal®. Follow sealer coat with Universal Mold Release®. If pouring Clear Flex™ into a urethane mold, apply Universal Mold Release® before casting. Use as directed. If unsure about surface compatibility, a small scale test casting should be made.
Selecting A Mold Rubber - Clear Flex™ 30 will cure in 16 hours at 73°F / 23°C. Surface may remain sticky or tacky for some time depending on which mold rubber is used to cast Clear Flex™ into. The tacky surface on newly demolded castings can be eliminated by post curing the casting out of the mold at 150°F / 60°C for 5 hours. Clear Flex™ 30 can be poured into a mold made using Mold Max® 10, 14NV, 20, 25, 30 or 40 or Mold Star® silicone. Clear Flex™ 30 will not work in a Mold Max ®10T, 15T or 20T silicone mold
If Using Mold Max® Silicone - to prevent cure inhibition, post cure newly made silicone mold for 4 hours at 150°F / 60°C and let cool prior to casting Clear Flex™.
The tacky surface on newly demolded castings can be eliminated by post curing the casting out of the mold at 150°F / 60°C for 5 hours.
IMPORTANT: Shelf life of product is reduced after opening. Remaining product should be used as soon as possible. Immediately replacing the lids on both containers after dispensing product will help prolong the shelf life of the unused product. XTEND-IT® Dry Gas Blanket (available from Smooth-On) will significantly prolong the shelf life of unused liquid urethane products
Pre Mix the Part B before using. After dispensing proper amounts of Parts A and B into mixing container, mix thoroughly for at least 3 minutes making sure that you scrape the sides and bottom of the mixing container several times.
If Mixing Large Quantities - (16 lbs. / 7 kg. or more) at one time, use a mechanical mixer (i.e. turbine mixer or equal) for 3 minutes followed by careful hand mixing for one minute as directed above. Then, pour entire quantity into a new, clean mixing container and do it all over again. If coloring or filling Clear Flex™, add filler or pigment dispersion to Part B and mix thoroughly before adding Part A.
Important: Material is mass sensitive and will exotherm. Large amounts of material cast at one time will generate mild heat and will shrink in proportion to mass. The more material cast in a large concentration, the higher the shrinkage. Amount and nature of shrinkage will depend on casting thickness and mold configuration.
VACUUMING MATERIAL - If vacuum degassing prior to pouring, subject mixture to 29 inches of mercury in a suitable vacuum chamber for 2 -3 minutes or until mixture rises, breaks and falls. Allow for 3 to 4 times volume expansion in mixing container.
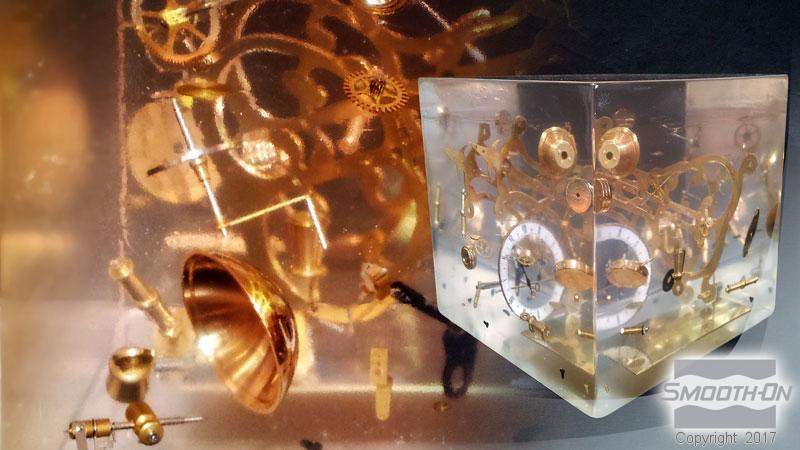
Pouring - If casting Clear Flex™ into a rubber mold, pour mixture in a single spot at the lowest point of the mold. If encapsulating an object, do not pour the mixture directly over the object. Let the mixture seek its level. A uniform flow will help minimize entrapped air.
For Best Results - Best results are obtained using a pressure casting technique. After pouring the mixed compound, the entire casting assembly (mold, dam structure, etc.) is placed in a pressure chamber and subjected to 60 PSI (4.2 kg / cm2 ) air pressure for at least two hours. For most applications, room temperature curing (73°F / 23°C) for 24–48 hours is adequate. Castings will reach ultimate physical properties at room temperature in 5–7 days.

